从拉链扣到汽车,一体压铸如何改变制造世界的方式
文丨李梓楠
编辑丨黄俊杰 龚方毅

“我们想要的是飞行汽车,得到却是 140 个字母的推文。” 硅谷风险投资家彼得·蒂尔(Peter Thiel)曾用这句话表达了他对现代科技的失望。登月、核反应堆之后,被定义成革命的新技术来来去去,城市的样貌并没有因此发生巨变。
飞行汽车确实没有出现,但我们每天接触的东西大多在过去几十年里完全改变,以毫不引人注意的方式。
购物中心的自动扶梯踏板表面有几十条棱柱交错排列。30 年前,这样一块踏板是由 8 块浇铸的钢板焊接而成,每造一块需要 15 分钟;今天是单块铝合金板一体成型,100 秒完工。制造过程极度简化:铝液注入模具,压住模具等铝凝固,然后丢到水里冷却,整个过程只要 100 秒,无需焊接。一台压铸机只需要 48 小时就能压出北京国贸商城所有电动扶梯的踏板。
过去 4 年,同样的变化发生在汽车车身上。特斯拉 2020 年 9 月第一次把压铸技术用到 Model Y 的车身后底板中。这个改进帮特斯拉把后底板的制造时间从 70 分钟缩短到两分钟。原本由 70 个铝块焊起来的后底板,现在一次就能压出来。
按照特斯拉的说法,这项被称为 “一体压铸” 的技术不但节省了 20% 的车身制造成本,也让车身变轻从而可以少装一些电池,进一步加速了新能源车的普及。
所有特斯拉率先应用的技术中,一体压铸是最快被整个汽车业采纳的。沃尔沃的车辆工程副总裁米开尔·费默(Mikael Fermer)称一体压铸是 “人类从木材转向钢铁造车以来,最伟大的技术转变。” 丰田汽车工程团队拆解完 Model Y 后赞扬这台车的车身是 “艺术品”。
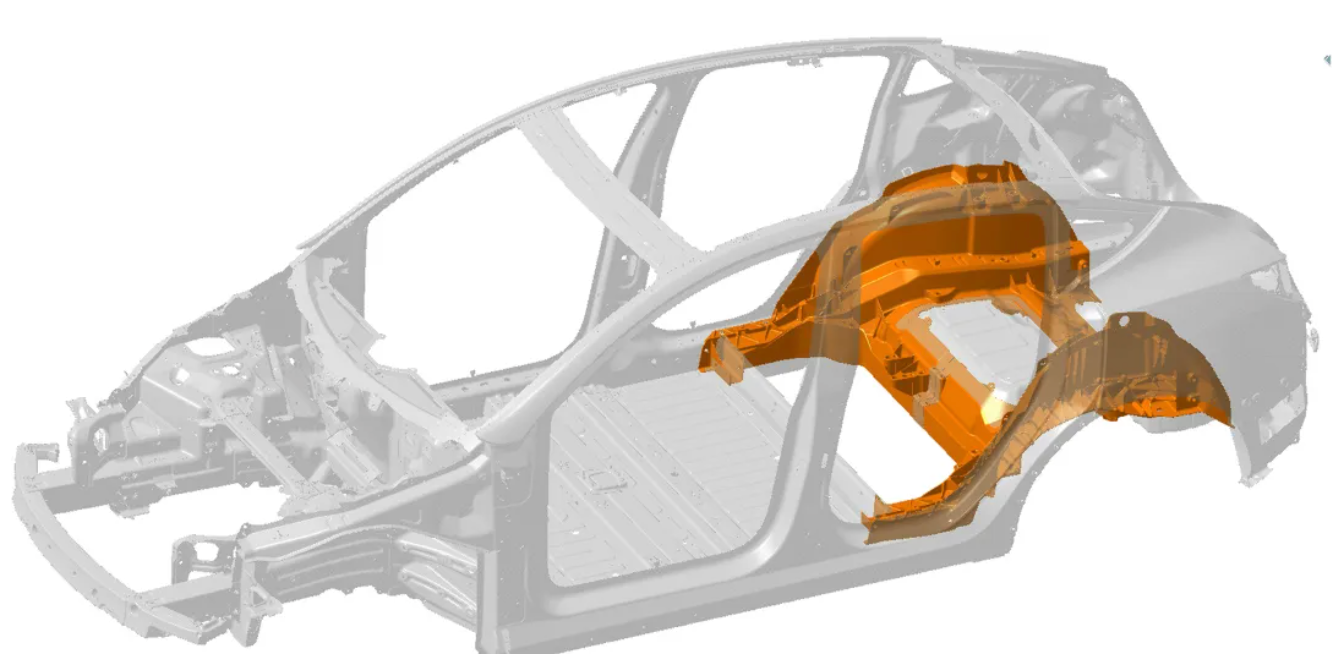
图中橙色部分为一体压铸的 Model Y 后地板。来源:特斯拉。
为了能压出更大体积的车身,汽车品牌在过去三年对压铸机的力量提出疯狂且激进的要求。当特斯拉 2019 年使用一体压铸时,全球只有一台能输出 6000 吨力量的压铸机。2021 年筹划 Cybertruck 皮卡生产时,特斯拉要求压铸机供应商把这个数字拉到 9000 吨。
小鹏、问界等车企比特斯拉更激进,它们正在尝试一次压出整个汽车底盘。小鹏汽车的工厂里已在安装一台 16000 吨的压铸机。20000 吨也已经在计划表上。
力劲科技是全球最大的压铸机供应商,率先造出了从 6000 吨到 16000 吨里每个档位的超大型压铸机。过去三年,力劲科技卖出近 70 台超大型压铸机,每年就能让 750 万辆车用上一体压铸车身。但这还远不够。奔驰、大众、沃尔沃等跨国车企从 2022 年就已开始用一体压铸技术试产汽车,他们每年制造超过上千万辆车。
汽车业推动压铸技术进步后。一些新的机会也出现在压铸工艺面前。如通讯基站的散热片、滤波器,以及储能电池柜的外壳等。
2024 年 1 月,《晚点 LatePost》去了小鹏的汽车工厂和力劲的压铸机工厂,看到了这些机器怎样造汽车,也看到了它们如何被制造。
一台机器如何让 130 个焊接机器人失业
小鹏汽车去年 6 月在焊接车间边上盖了一间占地面积有 15 个足球场的厂房,专门生产一体压铸的汽车后地板。每过约 140 秒,就有一块半张乒乓球桌大小的车身后地板穿过厂房间的连廊进入焊接车间。
新厂房里有两台由力劲生产的压铸机正在工作。两台机器都由铸铁和锻钢构成,比独栋别墅还大。大的那一台重量超过 900 吨,能输出 1.2 万吨的力量。为了在工厂里塞下这样的机器,上海的一家车企曾拆掉工厂里的半块天花板,加上弧形的圆顶。


小鹏压铸工厂与传统焊接车间对比。来源:小鹏汽车。
小鹏还给新工厂安装了一台承重 200 吨的龙门吊来安装、更换压铸机的零件。这种型号的吊车一般出现在港口,用来搬集装箱。
操作台在机身中部,需要先爬 15 级台阶,再往前走 5 米。走去的路上,你能感到裸露的皮肤逐渐干枯。因为台边就是一个 4 米高,大约能塞下 5 个成年人的炉子,一直在加热,把铝液的温度维持在 700 摄氏度。脚下的地面盖着一层润滑油,像一个月没打扫的厨房地板。
每隔两分钟,压铸机的腹部就会冒出一股白烟。这是压铸开始的信号。固定在机器顶部的两只机械臂先往下伸,把白色脱模剂喷到模具的每个角落,防止冷却的铝板粘在模具上。
接着,8 个氧气瓶大小的液压罐开始输出压力,并通过复杂的机械结构将力量放大 25 倍以上,把两层楼高、1 米多厚的正方形铁板推到底,紧紧压住另一端固定的模板。压铸机需要输出足够大的力量锁住模具,即锁模力。力劲的压铸机现在能把锁模力做到 16000 吨,相当于让 8000 辆汽车压在一块只有 16 平米大的铁块上。
每一次锁住模具,压铸机发出的力量都会大到让地面震动。工程师事先在压铸机周围挖出了 10 多厘米宽,1 米深的壕沟以隔绝震动对其他机器的影响。
如此大的力量需要维持 50 秒。
接着,一股热气袭来。一个可容纳 200 公斤铝液的汤勺会从炉子里捞出冒着火苗的铝液,倒入料筒。接近 700 摄氏度的铝液会顺着入料筒,以毫秒级的速度被打进模腔。射料全程只有 75 毫秒,不到眨眼时间的一半。

压铸机后方的氮气罐。
速度一定得快,因为 700 度的铝液接触到模具就快速冷却。一旦温度低于 560 度,铝液就会完全凝固。为了保证压射铝液的速度,锤头后方安装了 8 个氮气罐,它们能共同产生 30Mpa 的压力,这个压力如果放到消防栓的出水口,能把水冲上 300 米的高空。
眨眼间,还有很多事情接连发生:炉子右边的一个 5000 升的真空罐抽走模具中所有空气,确保铝液在模具中流动时不卷入空气。模具旁数十条手腕粗的塑胶管,不断输送冷却水及油到模具上,控制模具各个温区的温度,确保铝液在模具中顺利充填成型。
接下来的 20 秒,铝在 1.2 万吨的力下被压实、冷却。当铝件凝固定型后,两块模板再次打开,机械臂夹出定型的铝板,放入冷却池里。再过 20 秒,铝件完全凝固,另一只机械臂会抓起铝板,放到切边机下,切掉多余的边角。
接着,摩擦金属的噪音开始穿透耳膜。3 个手拿角磨机、戴着耳塞的工人开始打磨铝件。切掉边角后,铝件末端还会有指甲盖大小的碎屑。
初步打磨的铝件还要运到厂房的另一端,塞进两层楼高的抛光机继续精加工、清洗。最后再放到打孔机中,打出连接车身其他部位的螺丝孔。
整个厂房 80% 的地面都堆满等待处理的车身。因为压铸机的速度比工人快太多了。
每 140 秒压铸机就能压出一块铝板。一台机器每年能把体积相当于一艘巡洋舰的铝熔化,铸成 12 万辆汽车的后地板。整个过程,只需要半个人操作。在小鹏汽车的工厂里,一个工程师能同时管理两个压铸岛。
在原本的汽车流水线,制造后地板的任务无法在一间厂房里完成。车企需要先把供应商另一座工厂运来的数十个铝件卸下,分类然后送上传送带。130 个机械臂要分 200 多次焊接,把小铝块拼成完整的后地板。全程 70 分钟,一条流水线需要约 100 秒才能下线一块。
现在,一个压铸机加半个工程师,就能取代这 130 个机械臂。
压铸成型的后地板比焊接的车身轻约 30%,让整辆车轻 100 公斤,续航里程增加约 6%。以普通电动车电池容量 80 度为例,若采用一体压铸车身减重并保持续航里程不变,每辆车可以少装 5 度电池,成本下降约 3000 元。
制造和组装这台机器本身,是一个更复杂的过程。
整个压铸机有超过 5 万个零件。运输这台机器的过程被工程师形容为 “蚂蚁搬家”,机器被拆成数百个组件,需要 35 辆半挂车来运。
安装调试一台压铸机需要 7-15 名工程师两个月的时间。压铸机的定制化程度高,同样型号的压铸机,再次生产装配及调试,还是需要两个月。
将几块模板连在一起的是四根哥林柱,它的任务是平衡模板滑动、承受锁模带来的张力。
固定模板的哥林柱与模板对平行度、水平度的要求更高。模板移动就像火车在铁轨上行驶,如果铁轨不平行,车轮就会一直摩擦单边的铁轨,最终火车脱轨。这样的单边摩擦同样会大幅降低哥林柱的稳定性和使用寿命。
但调试柱子的位置比装铁轨难得多,需要让四根哥林柱,保持平行,而不是两条。哥林柱与模板间的缝隙误差要小于 20 微米,两块模板之间平行度的误差是 1 微米,不到头发丝的十分之一。

安装完成的压铸机主体。
哥林柱与模板的相对位置,依靠柱子末端的螺纹锁定。工程师需要不断旋转螺纹来锁定模板的相对位置,这就像调整相机支架的伸缩腿一样,每转动其中一根柱子,另外三根都要随之调整。
工程师这两个月的调试,只是为了让压铸机在每一次锁住模具时,都能让两块模具完全吻合,完全密封。模具中存在的任何多余的空气都可能意味着压铸机造出来的汽车后地板内部存在空心部位,降低车身的强度。
同样为了让模具尽量密封。在安装压射管道之前,工程师还要把压射锤头尺寸造得与入料筒内壁吻合。锤头套入料筒时,锤头边缘与管道的缝隙要控制在 20 微米。头发丝都插不进这个缝隙。
从 6000 吨到 16000 吨,不是等比放大
让大机器变成现实的主意来自特斯拉 CEO 埃隆·马斯克(Elon Musk)。
2018 年年底,他坐在特斯拉工程总部的办公桌前,把玩着 Model S 的玩具模型。他发现整个车底被压铸成了一整块金属。在当天的工程会议上,马斯克拿出这辆玩具车:“为什么我们不能这样做?”
一个工程师指出了一个显而易见的问题,真车的底盘太大了,地球上没有压铸机可以压这么大的东西。马斯克对这个答案并不满意:“不就是搞一台更大的压铸机吗?”
马斯克和高管们给全球最好的六家压铸机公司打电话说了自己的主意。其中 5 家都拒绝了。一位接近此事的人士称,一些压铸机公司没信心造这么大的机器,且认为马斯克肯定会失败。
只有意德拉(Idra)接受了挑战。马斯克颇为惊喜,但他当时没想到的是,更难的部分发生在有机器之后。
此时,深圳的一家工厂里已经有了一台锁模力 6000 吨的压铸机。但这台机器的设计初衷是为了给建筑行业压铸一体成型的金属模板,它的投影面积和汽车底板差不多大,没有凸起、几乎是一个平面。
而汽车底板更立体、有更多不规则的弯折。真正难的是怎么把铝均匀地压进像树根一样复杂的模具。
铝在模具中流动时,会快速冷却。流到模具末端的铝液往往是最先进入模具,最快冷却的铝。如果这些铝液流速过慢,没有填充到模具的枝干上,造出来的铝件就缺胳膊少腿。如果流速过快,铝液就会撑开模具,产生泄露。
从开始尝试,到压出第一个完整的铝板,工程团队用了半年时间,主要在调整压铸机的压射系统。
当时的压射速度更慢,是 140 毫秒。为了让铝液流到模具的每一个角落,均匀填满模具。工程师把压射铝液的 140 毫秒截成 5 段。即使铝只冷却了 140 毫秒,但铝的温度已让铝的流动性产生明显区别。

压射过程中,真空罐也在抽走腔内的空气。
锤头会先以 5 米每秒的速度把铝液推到模具的入口。随后开始加速将铝液推到模具中,当铝液流过模具的入口,进入更狭窄的流道时,锤头会进一步加速至 8 米每秒,让铝液充满半个模具。然后,锤头会开始减速,如果速度过快,铝液会迅速撞到模具的末端,冲开模具产生泄露。20 毫秒后,锤头会再次加速,让末端最先进入模具经过冷却流动性最差的一部分铝液填充到模具的角落。
做到这点,需要精确控制 10 个气压罐,在 140 毫秒内改变 4 次输出的压力。第一步是让供应商造出这样灵敏的氮气罐。第二步是给气压罐发出正确的,足够具体的指令。
工程师们在压射系统上安装了 7 个传感器来测量锤头的移动位置和气罐的压力。锤头的移动位置和压力是测量铝液在模具中流动位置的唯一方式。每一次压射中,工程师都要操控 7 个参数,将它们限定在压铸的工艺要求范围内。提出精确的工艺要求,与实现工艺同样困难。
修改完整个压射系统只能压出合格品,无法提升良率。当时在试制车间里,打废的铝件堆满整个车间。
压射系统的传感器只能提出铝液的温度要求,无法控制温度。早期版本的 6000 吨压铸配备了 2 个模温机,它们伸出细长的橡胶管道,通过加热管道中的油或者水来控制模具的温度,一台机控制一面的模具。车企的工程师大概花了一个月时间意识到,只放两台模温机是一个糟糕的决定,这是整个工厂里废件的源头。
铝本就已经以极快的速度冷却,当它撞到温度不同的模具时,铝液温度的变化会更复杂,流动性更难预测。模具中的 100 公斤铝在流动到模具的每个部位时,历经的时间不同,冷却的时间不同,它们的温度是不同的。这种铝液内部的温差又会随着热量的传导不断震荡,持续影响每一升铝液的温度。压射速度的差异,又会放大这样的不确定性。
因为热胀冷缩,固体的铝与液体的铝的体积相差 6.6% 。先凝固的铝液因为体积坍缩,会吸走还未凝固的铝液,打乱模具中原本分布均匀的铝液。在压射过程中,还需要控制模具中不同部位铝的冷却速度。
工程团队又花了三个月,通过软件模拟铝合金在模具中流动的状态,只为了搞清楚不同压射速度下模具、铝液的温度对铝液流动性的影响。
压铸机还是同样的那一台,但很多零件都改了。
原本一台机器控制整个面积约 1.5 平方米的模具,精度太低了。且每台模温机和模具之间,隔着一条长达近 10 米的管道,模温机温度的每一次变化传导到模具上时都有极大的延迟。有了参数之后,工程师开始把模温机的数量从 2 台增加至 20 多台。两块 1.5 平方米的模具被划成十多块,每台模温机只控制 0.15 平方米不到的模具。
但这样还是不够,模具并没有真正被划分开,热量依旧在相邻的模具部位之间传导。到 2020 年 9 月,工程师们把模温机的数量增加到了 40 台。这帮助他们把压铸铝件的良品率提升到约 80%。
车身结构件的一体压铸技术顺利量产后,技术的可行性已被验证,一个新的需求被打开:车企迫切希望一体压铸技术能用到更大的车身部件上。
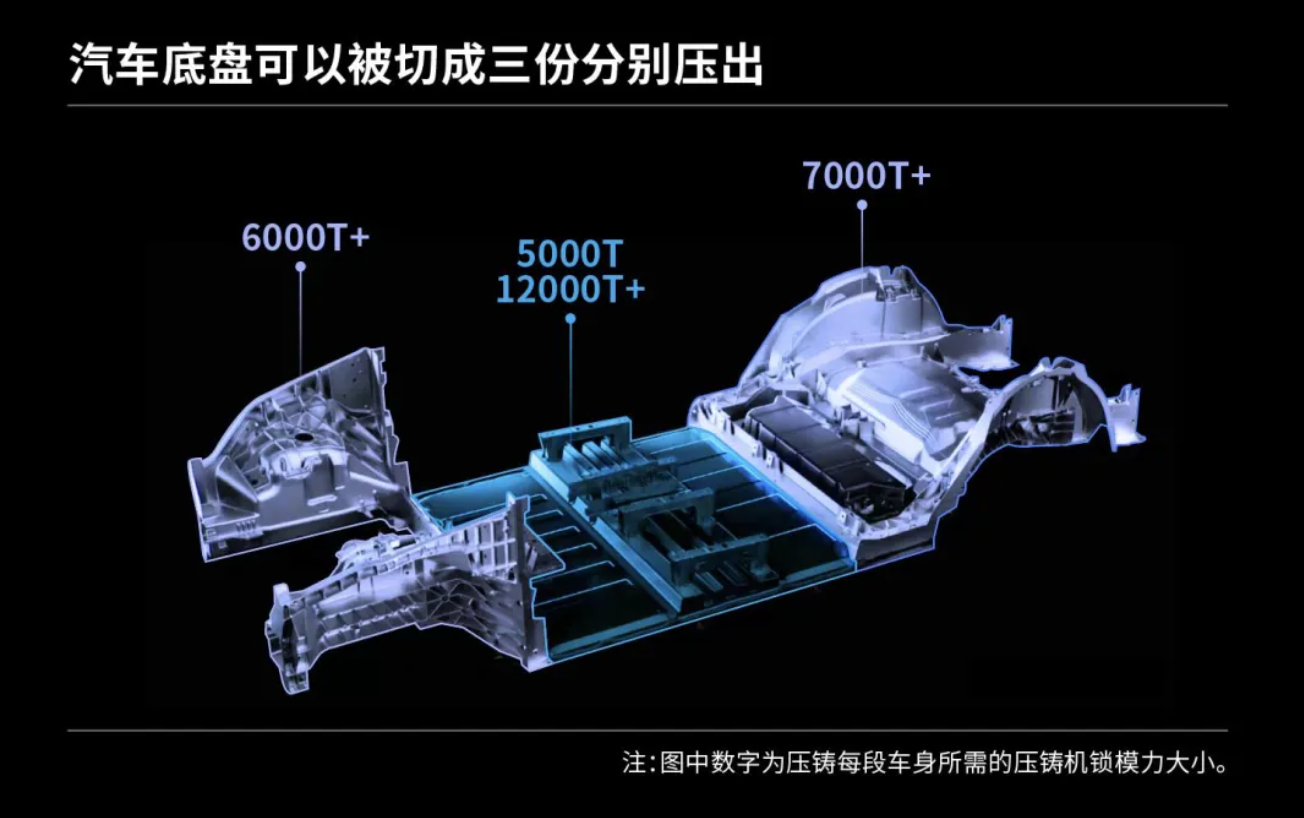
短短三年里,最大的压铸机从 6000 吨变成了 16000 吨。7000 吨的压铸机用来压轿车的前车身;9000 吨的压大型 SUV 的后地板;1.6 万吨来压更长的 MPV 的后地板。现在 16000 吨的压铸机能一次压出原本由 200 个零件焊接而成的铝板,面积是 Model Y 后地板的 2 倍多。
超过 9000 吨后,原来的机械结构已经无法适用。锁模力越来越大,固定两条 “剪刀” 支架的紧固件无法承受这样的压力。定模受到的压力集中在边角的四根哥林柱上,中心点缺乏压力,当压力超过 9200 吨后,这块厚度达 1 米的实心铸铁模板也会承受不住,出现凹陷。
一些公司曾试过在模板之间加一层钢板来增加强度。但钢板与模板之间存在无法弥合的缝隙,会出现生锈等情况,影响压铸机的精度。
更大的压铸机舍弃了原有的机铰式结构,改用直压式的结构。先在动模的背面增加 4 个直径 90 厘米的高压油缸,然后在正面装一个直径约 1.5 米的高压油缸。背面的 4 个小油缸能分散模板受到的压力,增加整个锁模结构的强度。
新增的大油缸则像一只 “二级火箭”。4 个小油缸只能产生约 8000 吨的压力,在它们释放压力后,正面的大油缸会再给模板施加 4000 吨的压力,弥补模板原本中心点缺乏压力的隐患,最终形成 1.2 万吨的锁模力。
大压铸机的另一个难点是制造 4 根哥林柱。哥林柱是所有压铸机最基本,构造最简单的元件。最小机器的哥林柱在淘宝上就能买到,200 块一根。但 1.6 万吨压铸机用的哥林柱,是另一个次元的东西。
在压铸机上,哥林柱是最终吸收锁模力的零件,也是固定模板移动、承受摩擦的零件,它的强度硬度和精度要求极高。
在日复一日承重、摩擦下,哥林柱的表面不能被划出碎渣,这会影响哥林柱的精度。压铸机公司要求哥林柱的表面硬度是 50 洛式,与坦克装甲相当。
单根哥林柱就重 40 吨,但它又非常精密。这些钢柱在经历数十万次锻打后,还要经历长达数月的抛光。整根 14 米长的柱子长度误差要控制在 20-30 微米,直径的误差要在 10 微米以内。它还要保证极高的同轴度,这根柱子从头到尾都要是同等大小的圆。
一位工程师透露,整个广东省只有一家锻钢厂能造出这样的哥林柱,也只有一张机床能承受它的重量。
福特流水线的继承者
1970 年代的压铸机锁模力不到 100 吨,只能用来生产拉链扣、金属纽扣等小物件。10 年后,锁模力接近 500 吨时,人们开始用压铸机造金属材质的玩具车、门把手。到 2000 年代,压铸机终于被用来生产汽车的发动机。
汽车行业带给压铸机的是源源不断的收入和无止尽的需求。这是发展关键技术最需要的东西。先依靠一个有钱的应用场景来提高技术能力、扩大规模以降低成本。然后这种技术才会被用到更便宜的地方。
16000 吨的压铸机正在小鹏的工厂里装配,还没投产,更大的机器已经在开发中。根据公开信息,力劲正在为哪吒汽车研发 2 万吨锁模力的压铸机,造 A00 级微型车的底盘。把锁模力提升到 2 万吨,意味着力劲又要重新设计压铸机的机械机构,压射系统也要改。
力劲已经公布了它们的方案——双压射系统,从两个管道里分别压出铝液。原本只需要控制一条河流的流速,现在要面对两条会交汇的河流,更为复杂。但这些技术能一次压出更大的东西。与控制单个压射系统相比,双压射系统的难度不是相加的,而是相乘的。
满足造车的需求也让一体压铸技术有了更多的应用场景。6000 吨以上的压铸机可以一次压出通讯基站的散热板和储能电池柜的外壳等设备。
另一个机会是建筑行业。建筑行业原本会使用大量的木材做预制板,用这些木板拼成模具,再灌水泥,用一次就报废。现在已经有一体压铸的铝、镁合金的预制板,能重复利用 300 次。
《马斯克传》提到的那些曾经拒绝特斯拉的压铸机公司,也在制造越来越大的机器。德国的布勒和中国的海天、伊之密都造出了 9000 吨的压铸机。
这些公司的努力都在给这个世界提供一种更底层的能力——改变金属的形状。这种能力一开始被用来玩具车、拉链扣,后来被用在汽车、家电、建筑上。压铸机的力量每增加一点,可以一次压出的金属面积就更大一点,应用场景也会再多一点。
“压铸是已知的铸造方式中成本最低的,且制造的规模越大,压铸的成本优势越大。” 一位压铸行业人士称。
曾经,为了塑造出形状复杂的器件,工厂需要将金属块以切割、冲压、打磨等方法加工出复杂的形状,或者将多个部件焊接在一起。为了加速这个过程,亨利·福特(Henry Ford)发明了汽车生产流水线,尽可能拆开了制造汽车的每一个工序。这即是现代流水线的精髓,让每个环节的工作极致简化。虽然制造单个产品依然需要很长时间,但流水线一旦开动,成品就一个接一个下来。
2017 年 Model 3 量产时,特斯拉建了全自动的工厂,试图用大量焊接机器臂完全取代人,从而加速流水线。但制造过程中问题不断。一年后,他们又拆掉大量机械臂,召回工人,来焊接车身。
一体压铸技术的成熟则直接绕开了相当一部分焊接过程。而随着压铸机越来越大,它能一次造出的部件也越来越大。
特斯拉在 2020 年时就给压铸机公司提出了终极需求——把整辆汽车的车身分成 5 块,原本有超过 350 个零部件的汽车车身全部通过压铸制造。这需要一个能从 4 个方向压射铝液、锁住模具的压铸机。
如果真能做到这个程度,汽车制造将无限接近曾经的玩具车制造,汽车成本还有机会显著降低。到那时,我们或许终于可以说,一百年的福特流水线终于有了合格的继承者。
题图来源:特斯拉
延伸 · 阅读
- 2024-11-13跨境电商海外“爆单”加速 包邮的风吹到了海外
- 2024-11-11锐界L斩获J.D.Power 2024可靠性研究大型SUV冠军 可靠实用远超汉兰达
- 2024-11-071
- 2024-11-06分支机构 | 北京整合医学学会心理行为医学专委会2024中西医结合睡眠心理疾病研讨会
- 2024-11-06分支机构 | 2024年肺部肿瘤规范化诊疗学术沙龙成功举行
- 2024-11-062024北京整合医学学会毛发医学分会炎症性皮肤病与头皮疾病学术会议圆满落幕